Fusos com Porca Giratória

- Tabelas Dimensionais
- Como definir tipo de porca
-
- Tipo de porca
-
As porcas no fuso a esferas podem ser de dois tipos: Únicas e duplas.Quando se diz porca dupla, se entende que a porca dupla é para eliminar a folga axial mediante uma pré-carga.Por outro lado, a porca única é uma porca com folga axial. Esta se pode eliminar mediante a pré-carga por tamanho de esferas ou com a pré-carga pelo desvio do passo.
? - Materiais
-
- Os fusos IPIRANGA usam a melhor qualidade dentre todos os materiais, garantindo o máximo rendimento.
- O material usado vem da origem com o tratamento de dureza.
- Os fusos de esferas, estão compostos de elementos diferentes cujos materiais na continuação descrevemos:
Aço
- Fuso. 42 Cr Mo4
- Porca. 20 Mn Cr5
- Esferas. 100 Cr6
- Defletores
- Tubos
Plásticos técnicos
- Liners. Poloamida
- Protetores. P.T.F.E.
Cerâmica
- Esferas. Nitruro de Silicio
- Tratamento e acabamentos
-
Fuso. Temperado por indução. Dureza 58%62 Hrc
Porca. Cementado. Temperado e Revinemento. Dureza 60%62 Hrc
Esfera. Temperada Dureza 60%2 Hrc
Os tratamentos são certificados pelos provedores
Os acabamentos dos fusos de esferas são os solicitados pelos clientes. Polidos, retificados e torneados, em função de suas necessidades.
Acabamentos
- Polido
- Retificados
- Torneados
Na IPIRANGA implementamos um sistema de proteção para os fusos que estão submetidos a agentes corrosivos, através da fosfatação. Nossa capacidade de fosfatado é igual à produção de fusos.
- Termos e definições do componente
-
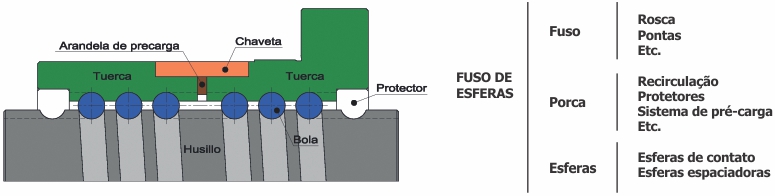
Os componentes principais de um conjunto de fusos de esferas se mostram na figura e se definem da seguinte maneira:
Fuso
Conjunto formado por um fuso, uma ou várias porcas e as esferas, capaz de transformar um movimento de rotação em um movimento linear e viceversa
Fusos de esferas de posicionamento, este tipo de fusos se utiliza para um posicionamento preciso que permite a medição indireta do deslocamento axial a partir do ângulo de rotação e do passo helicoidal
Fusos de esferas de transporte, este tipo de fuso se utiliza para o deslocamento, não é importante o posicionado
Fuso de esferas de uma entrada, é um fuso cujo passo helicoidal é igual ao passo do perfil
Fuso de esferas de várias entradas, é um fuso cujo passo helicoidal é múltiplo inteiro do passo do perfil
Porca de esferas
- Conjunto formado pelo corpo da própria porca, o sistema de recirculação, os protetores e demais acessórios.
- Sistema de recirculação, é o sistema pelo qual se fecha o circuito de esferas, desta forma as esferas de um circuito sempre rodarão dentro dele. Os sistemas de recirculação podem ser de vários tipos, internos e externos.
- Os protetores, são os elementos que impedirão que entre sujeira dentro da porca.
- Arruela e chaveta de pré-carga, se a pré-carga se realiza com duas porcas de esferas, estas se unirão mediante estes dois componentes.
Esferas
- As esferas de contato, são as esferas que suportarão a carga de trabalho.
- As esferas espaçadoras, são as esferas de menor tamanho que se intercalam entre as de contato e não suportarão carga de trabalho.
- Termos e definições geométricas
-
?
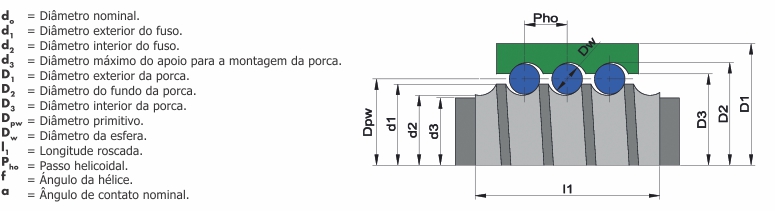
O diâmetro nominal do ,é o valor sem tolerância que serve para a designação do fuso, normalmente coincide com o diâmetro exterior do fuso d1.
O diâmetro primitivo Dpw, é o diâmetro que passa pelo centro das esferas quando estas estão fazemdo contato com o fuso e a porca com os pontos de contato teóricos.
A pista de rodagem, é a ranhura helicoidal especialmente desenhada para transmitir a carga de reação entre a porca e o fuso através das esferas.
A ranhura ogival, é a pista de rodagem cuja secção normal tem forma de ogiva.
A ranhura redonda, é a pista de rodagem cuja secção normal é de forma de arco circular.
Conformidade fr, é a relação do rádio da pista de rodagem do fuso, rs, ou da porca rn, ao diâmetro das esferas, Dw.
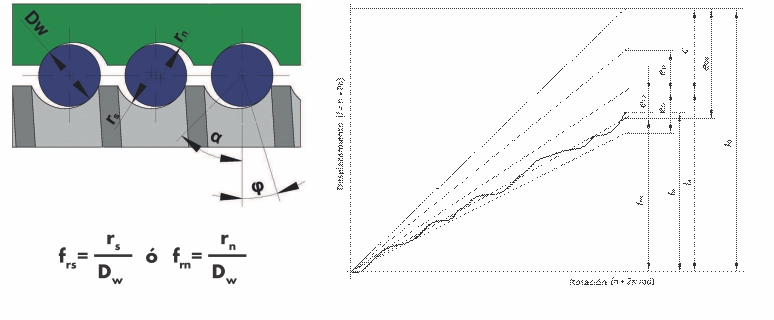
Os subíndices significam respectivamente, fuso e porca.
Ângulo de contato nominal a, é o ângulo compreendido entre o plano vertical ao eixo do fuso e a resultante das forças transmitidas por uma pista de rodagem a um elemento rodante.
Jogo axial Sa, é o valor de deslocamento axial total entre a porca e o fuso quando não existe rotação entre os componentes.
Jogo radial Sr, é o valor de deslocamento radial total entre a porca e o fuso.
Deslocamento l, é o valor de deslocamento axial do fuso ou da porca quando gira um ou outro.
Passo Ph, é o valor de deslocamento axial entre porca e fuso para uma revolução.
Passo Pho, é o valor do passo helicoidal sem tolerância para a identificação geral.
Passo Phs, é o valor do passo helicoidal ligeramente diferente do passo nominal, para a compensação de passo pela dilatação.
Deslocamento nominal lo, é o produto do passo helicoidal nominal por ou número de voltas giradas.
Deslocamento especificado ls, é o produto do passo helicoidal especificado pelo número de voltas realizadas.
Deslocamento real a, é o deslocamento efetivo da porca em relação ao fuso ou viceversa para um número de voltas dadas.
Deslocamento real médio lm, é a reta mais bem ajustada ao deslocamento real.
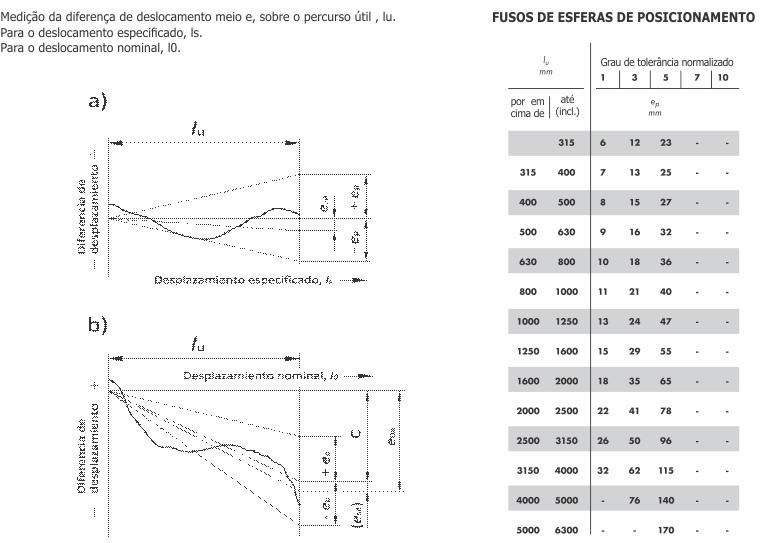
- Precisão do passo
-
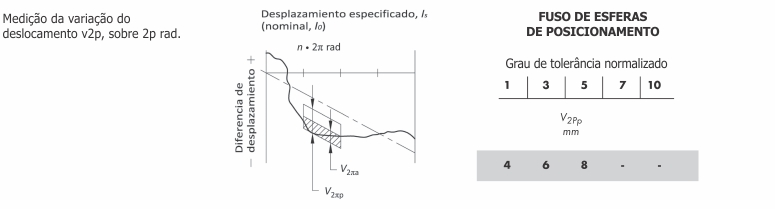
A precisão do passo é a característica mais importante para definir um fuso de esferas. Todos os valores de controle estão relacionados com a qualidade do fuso. As qualidades segundo a norma com a qual fusos IPIRANGA fabrica, são IT1, IT3, It5, IT7 e IT10.O princípio básico das medições está representado na seguinte figura.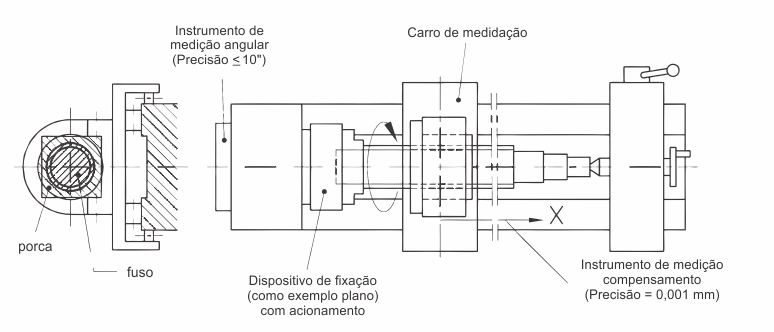
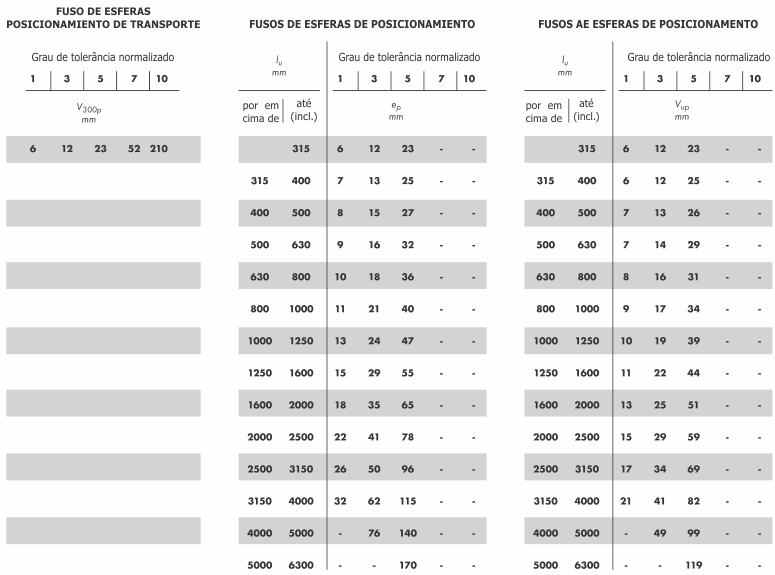
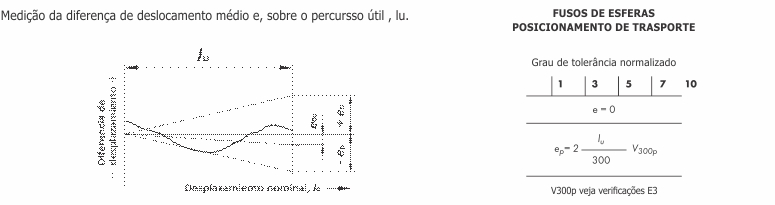
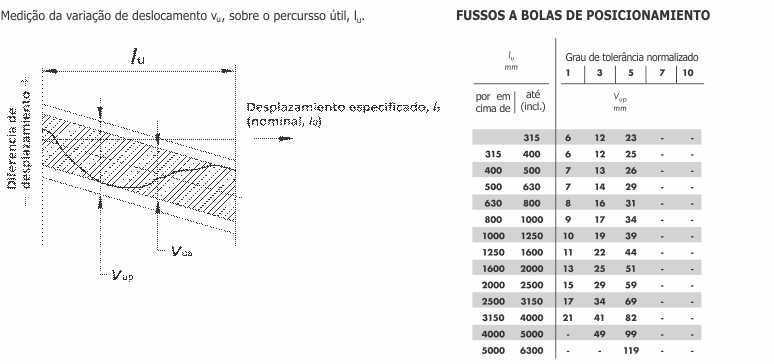
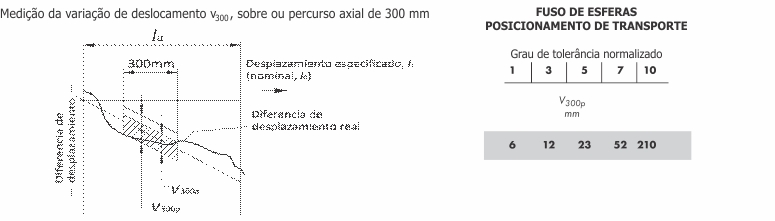
As tolerâncias que se referem à precisão do passo são os valores V300p, ep e Vup, sendo seus valores para as distintas qualidades dos seguintes:
Os gráficos destes valores são representados da seguinte maneira:
O primero dos gráficos é a representação de um fuso sem compensação de passo "C".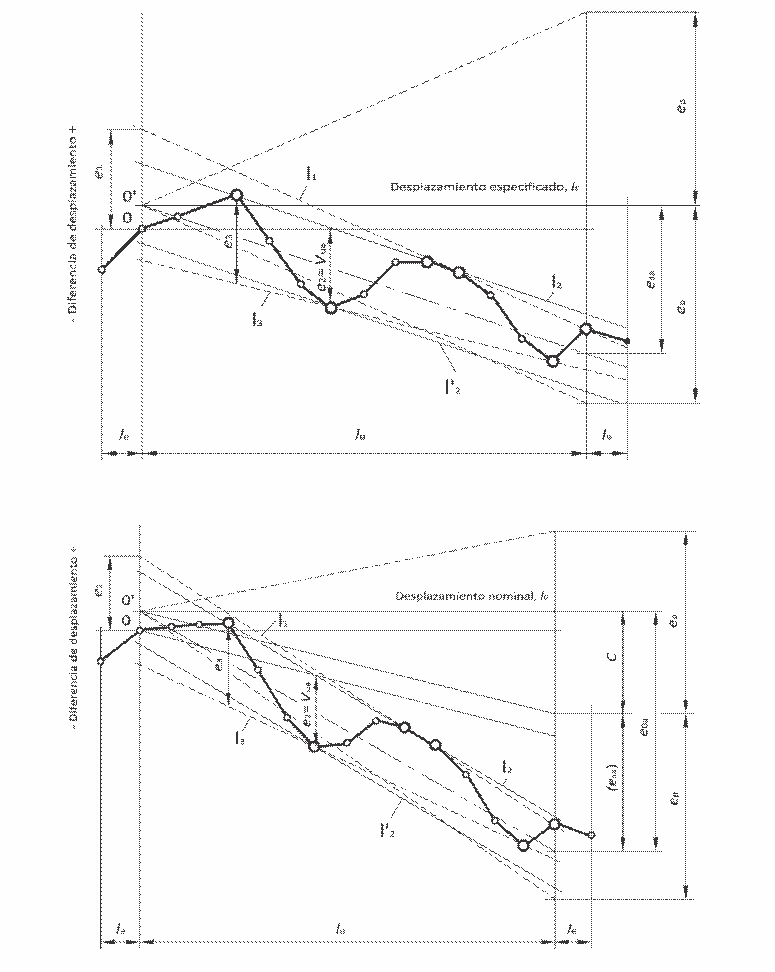 A compensação de passo "C" é indicada pelo cliente, este desvio é para compensar o incremento da medida que experimentará o passo, ao aumentar a temperatura de funcionamento.Na IPIRANGA, se o cliente não o indica, a compensação é "C=0", mas o desvio "ep" será sempre negativo.
A compensação de passo "C" é indicada pelo cliente, este desvio é para compensar o incremento da medida que experimentará o passo, ao aumentar a temperatura de funcionamento.Na IPIRANGA, se o cliente não o indica, a compensação é "C=0", mas o desvio "ep" será sempre negativo.
? - Qualidade - Ensaios de Recepção
-
- Ensaios de Recepção
-
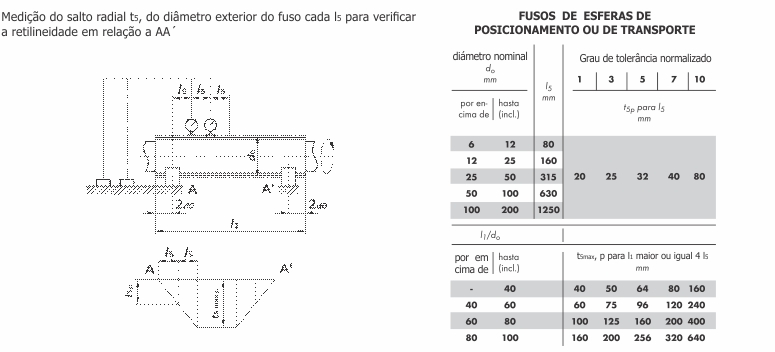
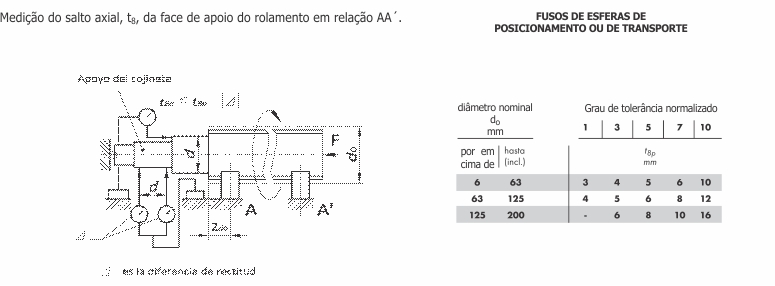
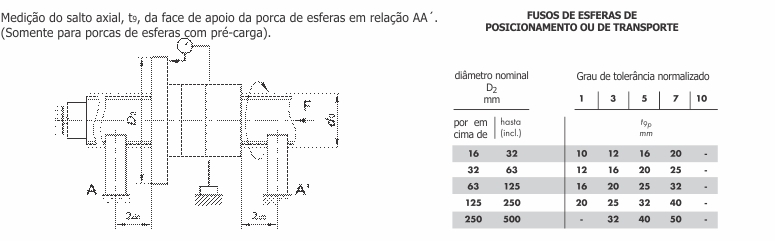
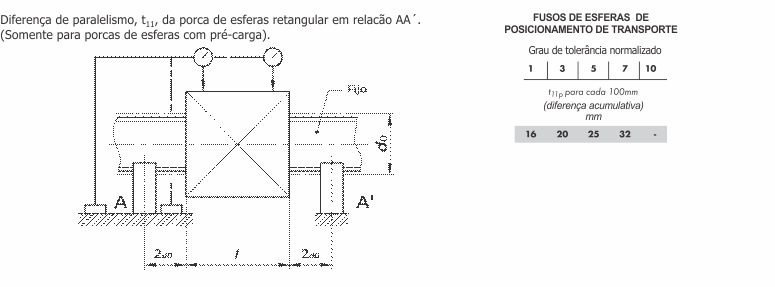
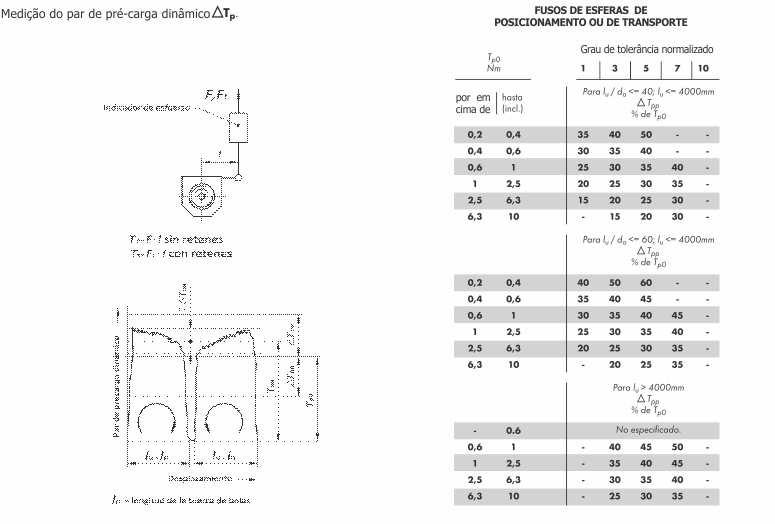
A precisão geométrica dos componentes devem garantir uma montagem e um funcionamento correto. Para a verificação, se usam as seguintes tabelas divididas por ensaios e qualidades.
Verificação dos deslocamento
- Ensaio E1.1
-
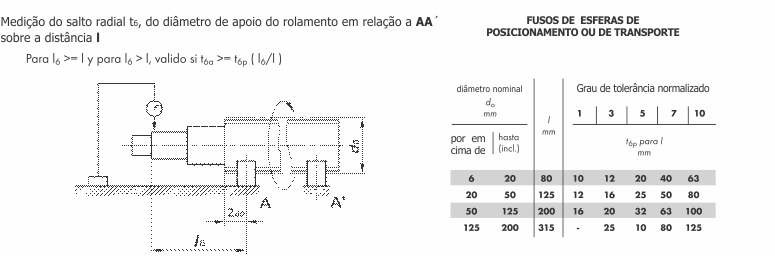
- Ensaio E1.2
-
?
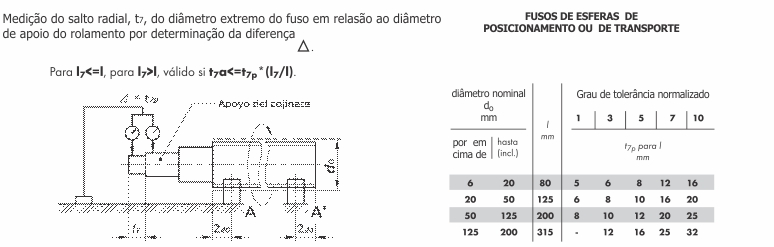
- Ensaio E2
-
?
- Ensaio E3
-
- Ensaio E4
-
- Ensaio E5
-
- Ensaio E6
-
- Ensaio E7
-
- Ensaio E8
-
- Ensaio E9
-
- Ensaio E10
-
- Ensaio E11
-
- Ensaio E12
-
- Ensaio E13
-
- Suporte nos extremos
-
A colocação de um suporte ou outro nos extremos dos fusos é um fator importante na hora de realizar os cálculos para a configuração correta do fuso.
Esta variação afeta a velocidde, a carga de coluna e a rigidez total do conjunto motor.Os diferentes sistemas de apoios utilizados para os cálculos são os seguintes:
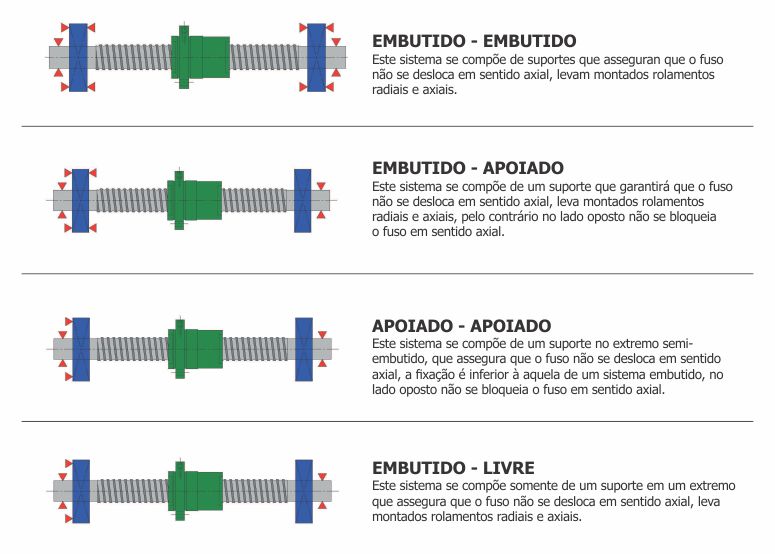 Quando se diz embutido ou apoiado, temos que ter em conta que o nível de quanto está embutido e o de apoio pode variar em função da longitude da ponta e a quantidade de rolamentos, axiais e radiais, os comportamentos da velocidade e da carga podem ser diferentes.
Quando se diz embutido ou apoiado, temos que ter em conta que o nível de quanto está embutido e o de apoio pode variar em função da longitude da ponta e a quantidade de rolamentos, axiais e radiais, os comportamentos da velocidade e da carga podem ser diferentes.
O melhor dos sistemas considerando o comportamento do fuso é o Embutido-Apoiado, porque durante o funcionamento a máquina experimentará uma dilatação pelo incremento da temperatura.
Também se produzem estiramentos e compressões do material, ao submetê-lo às cargas de trabalho, estas variações de longitude são melhor absorvidas por um apoio sem bloqueio axial, quando em ambos extremos está embutido, as diferenças de medida repercutem nos rolamentos dos extremos e se produzem desalinhamentos no eixo.
Por outra parte a escolha de um sistema de suportes Embutido-Embutido, pode ser a melhor opção se temos controladas os desvios que podem produzir-se.
As variações de comportamento dependem do diâmetro e longitude. - Carga Dinâmica e Estática
-
- Pré-carga
-
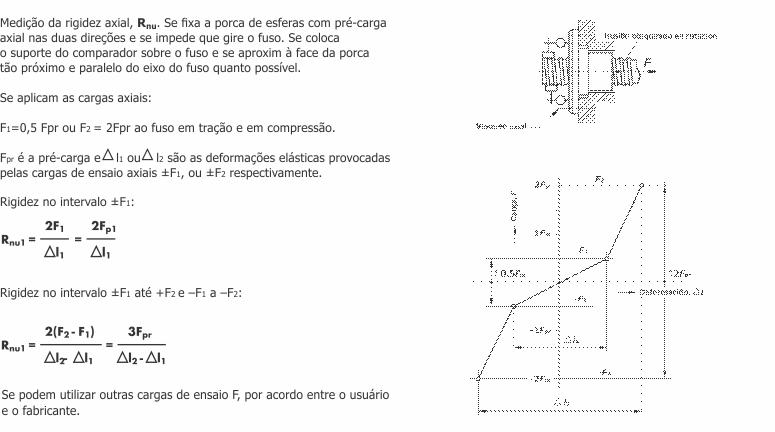
A pré-carga é a forma de eliminar todas as folgas axiais e radiais que pode ter uma porca com seu fuso.
A pré-carga é uma força axial que constantemente atua no conjunto de fuso e porca somando-se às cargas de trabalho, pelo que reduz a vida do mesmo.
A pré-carga produz entre o conjunto uma deformação elástica.
A deformação elástica aumenta com as forças de trabalho e as forças geradas pela inércia do sistema.
Esta deformação elástica nas reinversões muda atuando na porca oposta, ao mudar temos que recuperar as deformações elásticas produzidas e voltar a somar as deformações novas em sentido contrário, estes são os chamados picos de reinversão.
Os picos de reinversão são mais claros em condições de velocidde alta devido ao incremento das forças de inércia ou às forças de trabalho.
Este efeito se produz pela rigidez dos materiais, fuso, porca e esferas.
Tudo isto nos leva à conclusão de que uma pré-carga suficien temente alta provocará uma deformação elástica por cima das possíveis forças de trabalho e forças de inércia, nas reinver sões não se recuperará nenhuma deformação e os picos na reinversão desaparecerão.
Há de se comentar de novo que uma pré-carga excessiva reduzirá a vida do fuso.
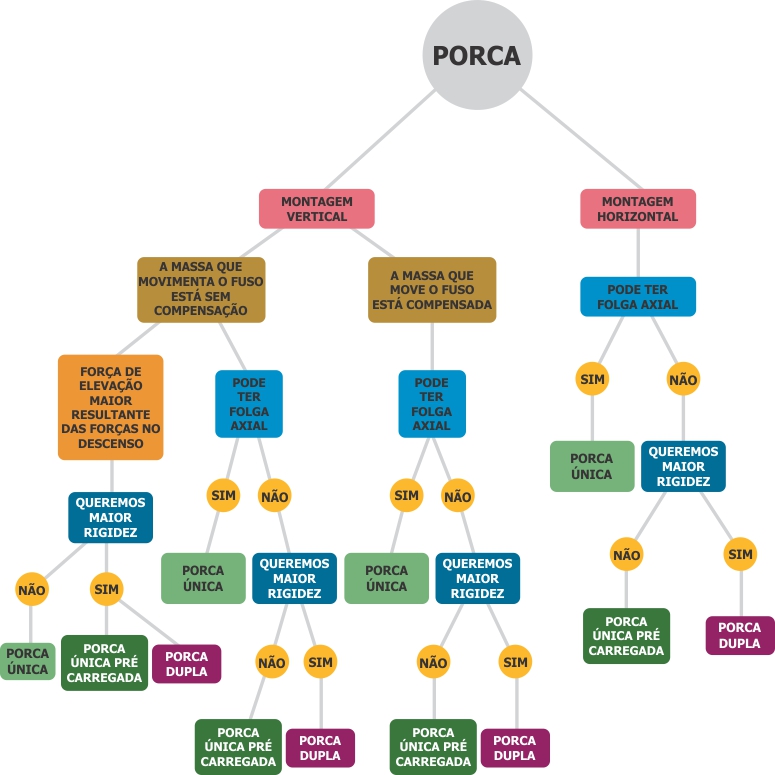
Isto podemos aplicar tanto nos fusos horizontais como verticais, mas as forças que suportam os fusos nas duas posições são totalmente distintas e os efeitos também.
Nos fusos verticais as massas que se deslocam sempre vão contra o fuso e se não estão compensadas sua influência é muito alta.
As precargas deveriam ser diferentes para cada força aplicada, a forma de obter uma pré-carga ótima seria mediante um cálculo da força média e aplicando a seguinte fórmula.
A força de pré-carga não será maior do valor obtido em Fpr.

Na IPIRANGA, se o clente não indica a pré-carga, se aplica um 7% de carga dinâmica para as porcas duplas, e um 3,5% ou um 5% para as porcas únicas, a tolerância é de ±15% do valor.
- Sistema de pré-carga
-
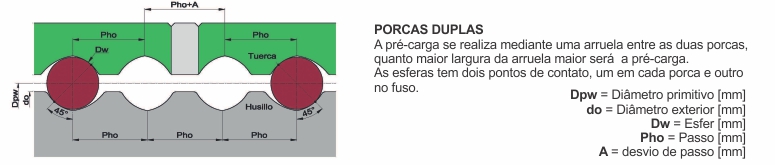
O desvio de passo "A" é provocado pela largura da arruela, a maior desvio maior pré-carga.
Porcas Únicas
A pré-carga se pode realizar de várias maneiras dependendo de seu sistema de retorno.
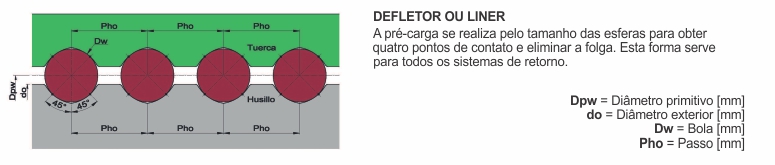
A pré-carga por tamanho de esferas se regula em função do tamanho da esfera. A maior tamanho, maior pré-carga.
A pré-carga com este sistema é 3,5% (a metade de 7%) de a carga dinâmica, devido a que os pontos de contato são o dobro. Isto se aplica sempre e quando o cliente não indique o valor da pré-carga.
- Velocidade máxima do giro
-
A velocidade máxima de giro de um fuso de esferas depende da velocidade crítica do fuso e a velocidade periférica das esferas:
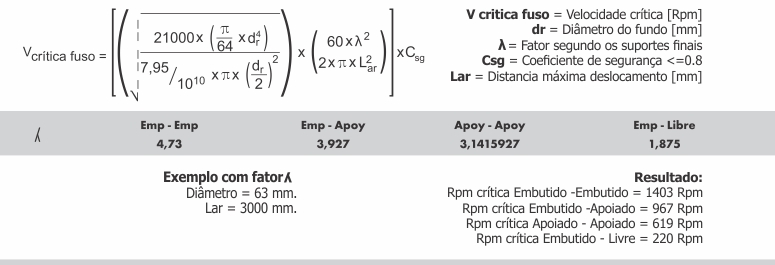
Velocidade crítica do fuso: Depende do diâmetro do fuso, tipo de suportes nos extremos ( Embutido e Embutido "Emp-Emp", Embutiodp e Apoiado "Emp-Apoy", Apoiado e Apoiado "Apoio-Apoio", Embutido e Livre "Embutido-livre" ) e a longitude máxima de separaçãop entre o centro da porca e qualquer dos apoios nas puntas (Lar). A velocidade do fuso está limitada pela frequência natural da vibração, na que aparecen forças transversais desequilibradas.
A velocidade periférica das esferas: É consequente ao caminho percorrido pelas esferas no desenvolvimento da circunferência e depende do diámetro do fuso e a temperatura de funcionamento.
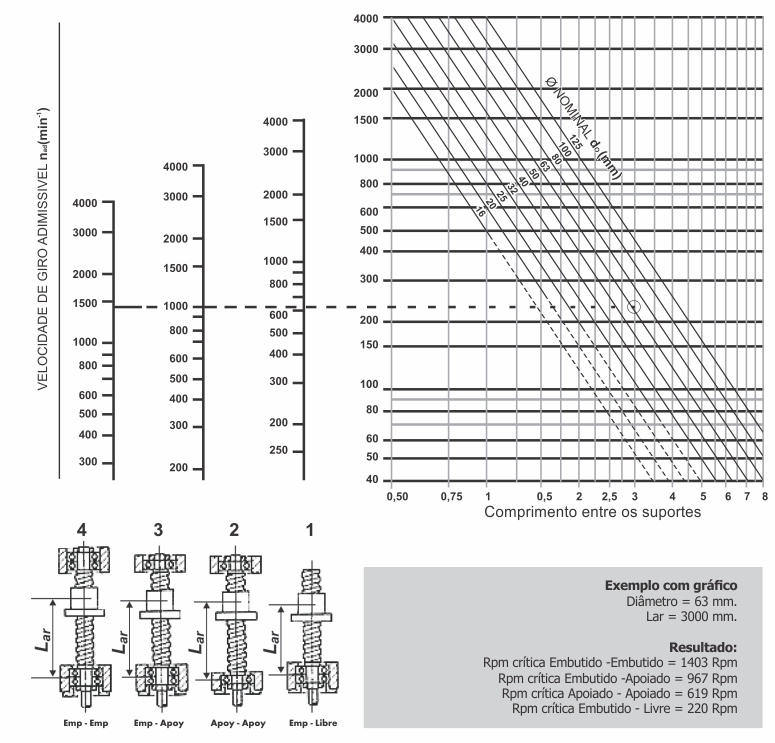
VELOCIDADA MÁXIMA DE GIRO SEGUNDO A VELOCIDADE CRÍTICA DO FUSO
Para poder calcular a velocidade crítica do fuso podemos utilizar a seguinte fórmula ou dirigirnos ao gráfico.
VELOCIDADE MÁXIMA DE GIRO SEGUNDO A VELOCIDADE PERIFÉRICA DAS ESFERAS
A velocidade periférica das esferas se calcula mediante a fórmula abaixo indicada ( Rpm crítica ), onde intervêm a temperatura de funcionamento, o diâmetro do fuso e o valor DN que depende do tipo de retorno.
- Carga de coluna
-
Quando uma carga axial de compressão atua sobre um fuso, este pode dobrar-se pela desproporção entre o diâmetro e sua longitude.
A carga de coluna é a compressão física do fuso, esta carga depende da longitude ( Lar ), diâmetro e sistema de apoios nos extremos.
No seguinte gráfico podemos ver a carga de coluna selecionando os três parâmetros, os coeficientes de segurança já estão incluidos.
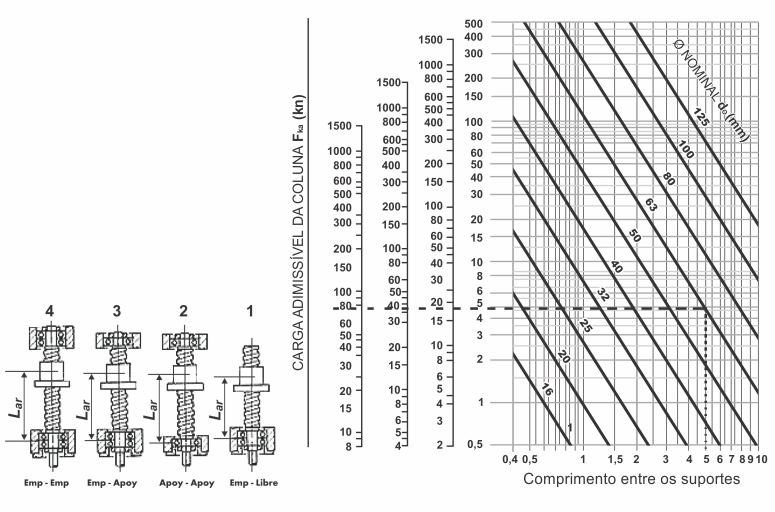
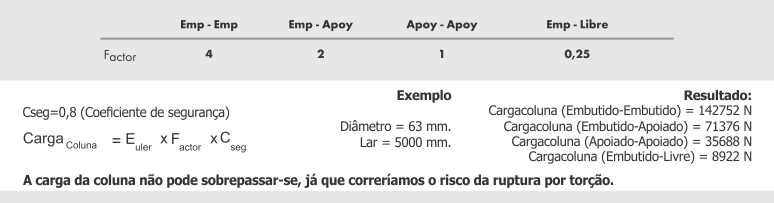
CARGA DE COLUNA
Se queremos calcular a carga de coluna podemos utilizar a fórmula de Euler e utilizaremos os fatores segundo o sistema de apoios nos extremos e um coeficiente de segurança.

- Seta
-
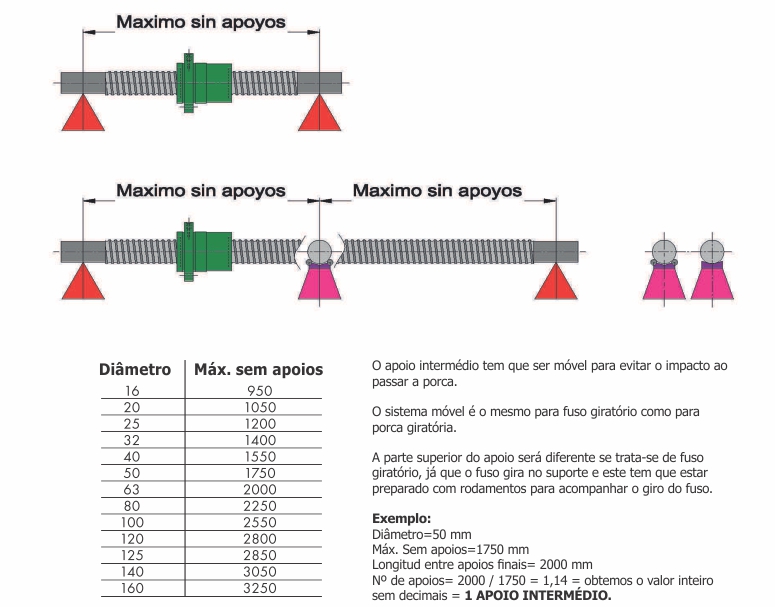
A seta nos fusos é o efeito de queda no ponto médio produzido pelor peso do próprio fuso. Este valor é importante nos fusos largos porque supõe acrescentar cargas radiais à porca que se transforma em redução de vida.
As cargas radiais são maiores quanto mais se aproxime a porca ao extremo do fuso.
A queda do fuso no ponto médio não pode ser corrigida mediante o estiramento, já que haveria que realizar uma força axial tão grande que deformaria o fuso.
Para evitar a seta podemos ver a tabela seguinte, onde se indica a longitude máxima permitida sem apoios intermédios.
A longitude máxima permitida sem suportes depende do dimetro do fuso. (Ver tabela).
Dividindo a longitude total do fuso com a longitude máxima permitida, obteremos como resultado o número de suportes a colocar em cada caso.
O manutenção dos fusos é fundamental durante o funcionamento como na instalação.
Os fusos de esferas IPIRANGA são enviados ao cliente perfeitamente endereçados, limpos de pó, protegidos para a oxidação e lubrificados com uma pequena quantidade de graxa no interior da porca.
A graxa de manutenção é uma graxa que servirá para poder movimentar a porca no fuso um, dois ou três cursos de máquina em função da longitude do fuso. Depois se não se acrescentar lubricante pode aparecer o desgaste.
MANIPULAÇÃO
Os fusos de esferas são componentes de precisão aos quais uma manipulação incorreta pode afetar. Estes tem que ser manipulados tanto nos depósitos tanto como na instalação da máquina garantindo que não se torcerão, seja por onde se depositam ou seja por como se manipulam.
Quanto mais largos são os fusos, é necessária a utilização de mais de um tiro para a elevação e mais de dois apoios para seu descanso.
MANUTENÇÃO
Os fusos como componentes que transmitem a força para a realização de um trabalho, sofrem pelas deformações, o roçamento e como consequência, a temperatura.
Todos eles estão relacionados: O maior trabalho, maior roçamento, maior temperatura. Isto sem um sistema de lubrificação levará ao fuso a uma rotura iminente.
Para evitar este fato, bastará uma lubrificação coerente com o trabalho que realiza, estes se podem definir segundo a carga e a velocidade.
Tanto a carga como a velocidade elevarão a temperatura do fuso levando-o a seu limite.
A escolha dos diferentes tipos de lubrificação, azeites ou graxas, devem ser sempre sob as condições de funcionamento do fuso, velocidade, carga e temperatura.
As quantidades e frequência da lubrificação também é fundamental para o funcionamento correto. As centrais de lubrificação e os controles das máquinas, permitem ajustar estes dois parâmetros em função do trabalho que realizan.
Ainda assim, os períodos de engraxe e quantidades sempre se podem ajustar a mais ou menos já quando estiver trabalhando. As máquinas realizam trabalhos variados e nem sempre se desloca o fuso da mesma maneira, pelo que se pode lubrificar em excesso ou não lubrificar o suficiente.
A gama de lubrificantes é muito grande e a escolha idônea pode ser diferente do resto dos componentes.
Os sistemas de lubrificação automáticos lubrificam mais componentes aparte do fuso e isto faz que um componente tenha muita lubrificação e outra pouca.
Também é complicado utilizar uma graxa para um componente e azeites para o resto ou viceversa.
O estudo é importante e requer de uma especial atenção.
A tendência da lubrificação vai de encontro as graxas, menos contaminantes e recicláveis. Os azeites requerem sistemas de colheita, filtração e bombeamento.
Os sistemas mais utilizados usam azeites, ar+azeite e graxas.
Tanto os azeites como as graxas são válidos em todas as condições de trabalho. Os estudos nestes campos tem avançado muito, mas principalmente, graxas para carga de trabalho, azeite para velocidade e ar+azeite para temperatura.
- Lubrificação
-
- Lubrificação com azeite
-
A lubrificação com azeite se recomenda quando além da lubrificação do fuso temos que esfri-lo, para isto podemos utilizar únicamente azeite ou uma mescla de ar e azeite.
Para uma boa lubrificação com azeite há que fixar-se no diâmetro, velocidade e a temperatura do trabalho, com estes três valores obtemos uma viscosidade ótima do azeite.
A viscosidade do azeite varia inversamente proporcionalmente com a temperatura pelo que seu valor não tem utilidade se não se relaciona com a temperatura.
A viscosidade é a característica mais importante da lubrificação de qualquer máquina.
Se a viscosidade é muito baixa para a aplicação, o desgaste é maior pelar sua falta de colchão hidrodinâmico.
Se a viscosidade é muito alta, o consumo de energia é maior e o desgaste pode ser maior pela falta de circulação.
A viscosidade se define dependendo de sua resistência ao fluir.
Normalmente se fala de viscosidade ISO para azeites industriais e SAE para azeites automotriz.
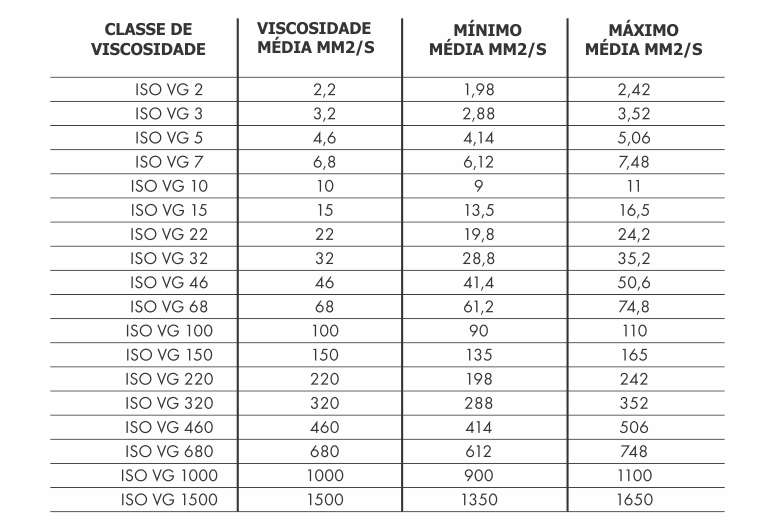
Quando se fala de viscosidade ISO se refere à viscosidade do azeite em cSt a 40º (ISO 22 = 22 cSt a 40º ).
O termo VG se refere ao termo Viscosity Grade (VG 22 = 22 cSt a 40º) sob a norma DIN 51519.
A continuação aparece uma tabela com os valores de viscosidade para as diferentes classes.
Para definir a classe de viscosidade ou grau podemos defini-lo no seguinte gráfico onde relacionando o diâmetro do fuso e a velocidade de giro obtemos uma velocidade periférica que ao projetá-la sobre a linha de temperatura de trabalho nos dá um grau de viscosidade.
- Exemplo
-
Velocidade média = 700 Rpm
Diâmetro do fuso = 80 mm
Temperatura de trabalho = 40º1º.-Determinamos o ponto [a]
2º.-Determinamos o ponto [b]
Resultado da viscosidade ponto [c]= entre 32 e 46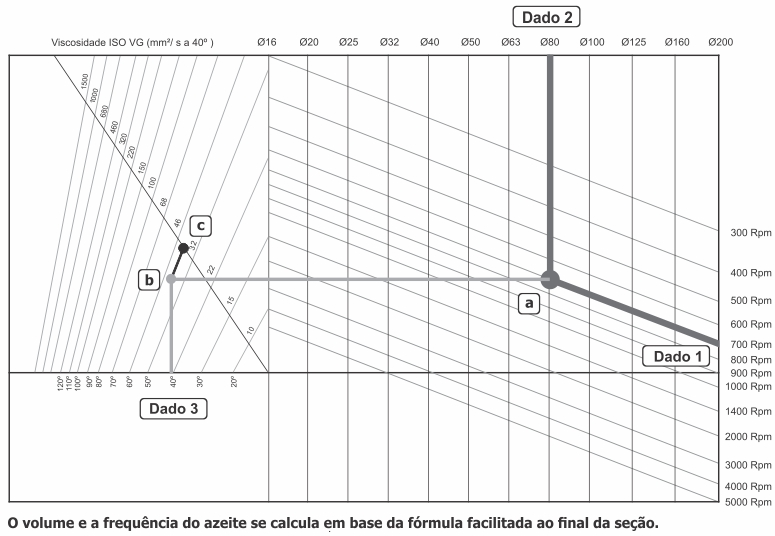
- Lubrificação a Ar-Azeite
-
Ao mesclar azeite com ar, este tipo de lubrificação se converte em um refrigerante mais efetivo.
O azeite tem que ser menos viscoso para poder fluir com o ar e repartir-se no componente.
Este sistema garantirá também que chegará a todas partes o azeite.
Este sistema requer de maior quantidade de azeite porque uma parte se perde por dispersão.
A utilização deste sistema não requer de modificaçõess de nosso componente, porque todo o conjunto não é hermético e permite a saída do ar.
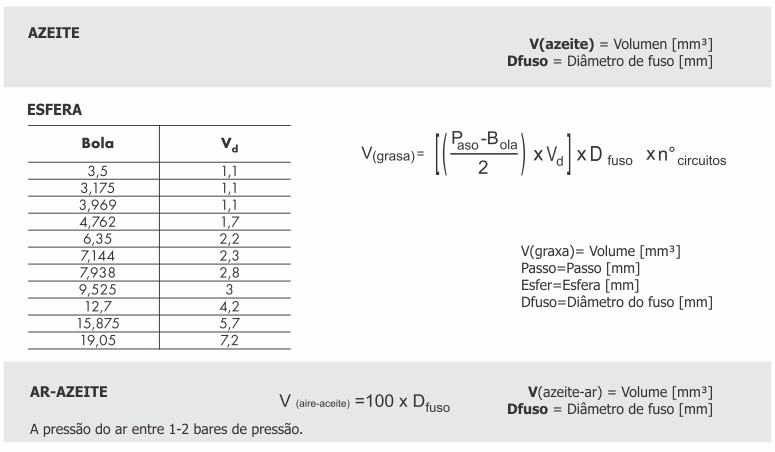
As quantidades e frequências (volume ar+azeite) para este sistema se calcula através da fórmula facilitada ao final.
A presssão de ar a empregar dependerá da quantidade do ar que se perde, mantendo entre 1 e 2 bar de pressão.
- Lubrificação com Graxa
-
A lubrificação mediante graxa é outra forma de lubrificar os fusos de esferas, cada vez mais fabricantes de máquinas-ferramentas sustituem os sistemas de lubrificação de azeite a graxa, esta opção será factível quando a temperatura do trabalho não seja um fator a ter em conta.
Este câmbio principalmente se produz quando damos um passo mais para melhorar o meio ambiental, já que a graxa é mais fácil de recolher e não dá problemas de fugas.
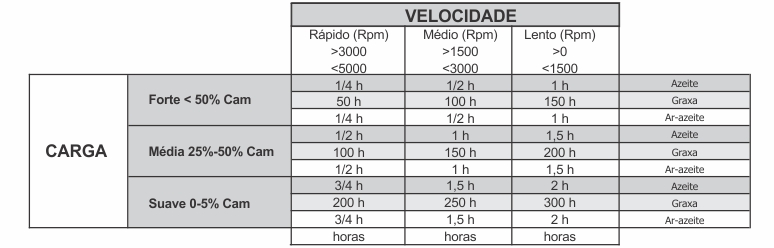
As diferentes classes de graxas estão classificadas dentro das referências NGL1 segundo DIN 51878, na tabela seguinte se pode definir o tipo de graxa em função da carga e a velocidade.
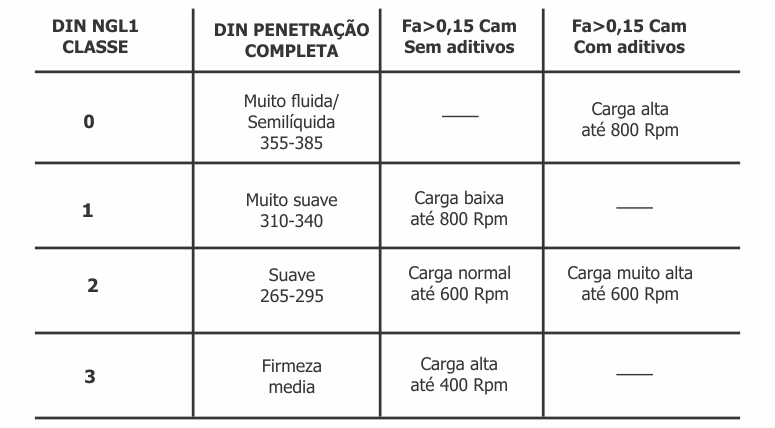
O volume e a frequência, se calculam através da fórmula indicada na tabela ao final do parágrafo.
Preparando para funcionar
Levar manualmente a porca a um extremo, aplicar duas vezes o volume calculado e rodar a porca ao extremo oposto, voltar a aplicar uma vez o volume calculado.
Funcionamento
Em relaçao à quantidade da graxa repartida no periodo de re-engraxe, há que ter em conta que os fusos de esferas levam protetores que impedem a entrada de partículas estranhas ao interior, estes protetores limpam parte da graxa
do fuso em seu movimento pelo qual nunca se pode falar de lubrificação para sempre.Recomendamos a limpeza e substituição da graxa em períodos não superiores a dois anos.
- Manipulação de Porcas
-
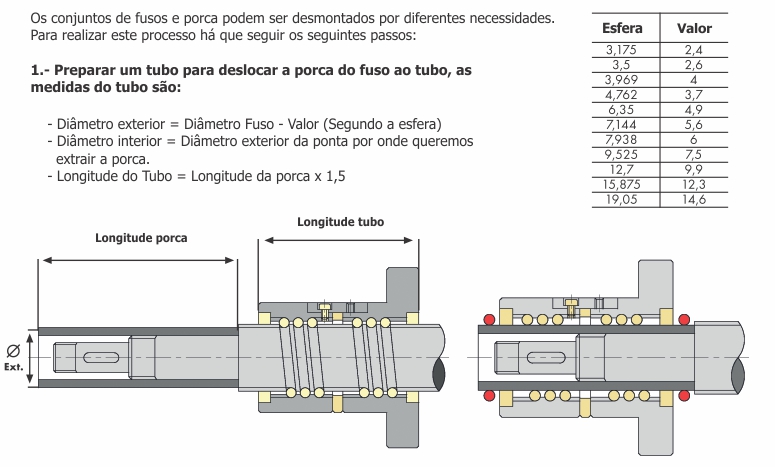
2.- Deslocar a porca e assegurar que o tubo e a porca não se desmontarão.
3.- Para realizar a montagem da porca no fuso, proceder de forma inversa, é importante que o início da rosca no fuso esteja posicionado na parte superior, assim a entrada da porca será mais fácil.
- Montagem de esferas
-
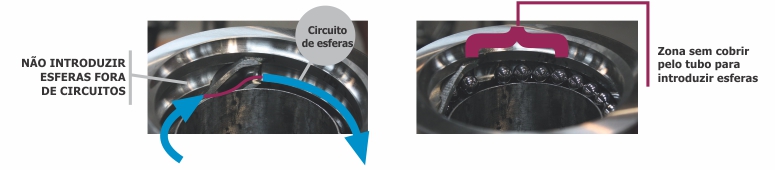
A montagem de esferas tem que ser realizada com precisão, que assegure que nenhuma esfera fique montada em uma zona fora do circuito.
Se produzir-se este erro, o conjunto do fuso e porca sofrerá a rotura da esfera, da porca e também do fuso.
Para a montagem das esferas realizar os seguintes passos:1.- Utilizar o tubo de montagem descrito no ponto anterior, introduzir a porca, o mais concêntrico com o interior e a altura do defletor, deixando uma zona sem cobrir com o tubo por onde introduzir as esferas.
2.- Repetir o passo anterior para cada circuito na porca.
3.- Montar a porca no fuso, segundo o processo de desmontagem e montagem de porca.
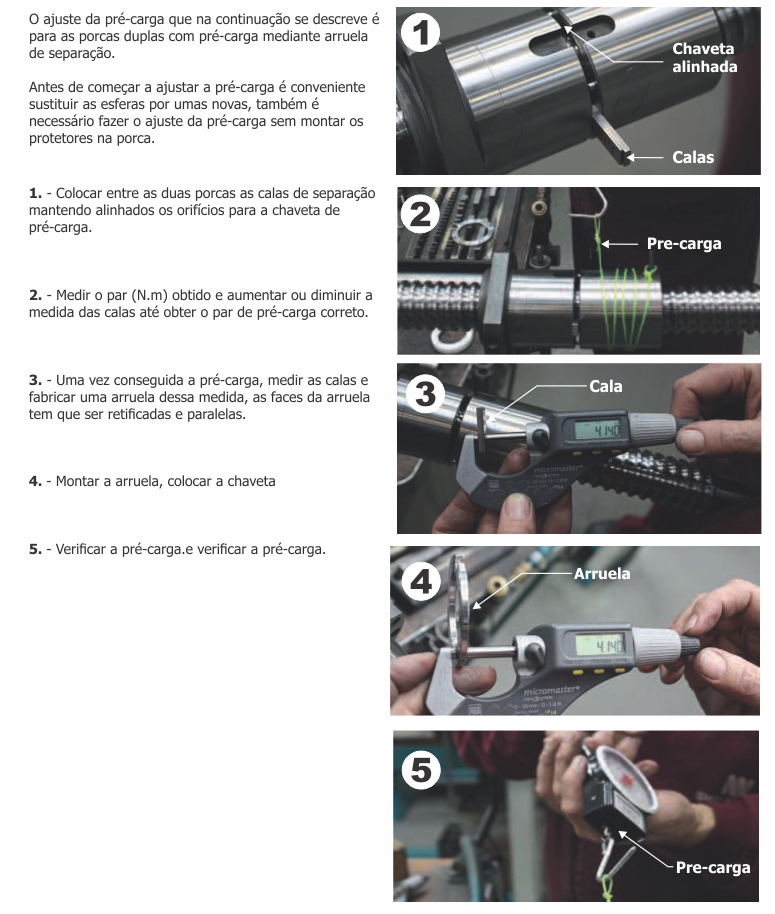
- Reajuste de pré-carga
-